
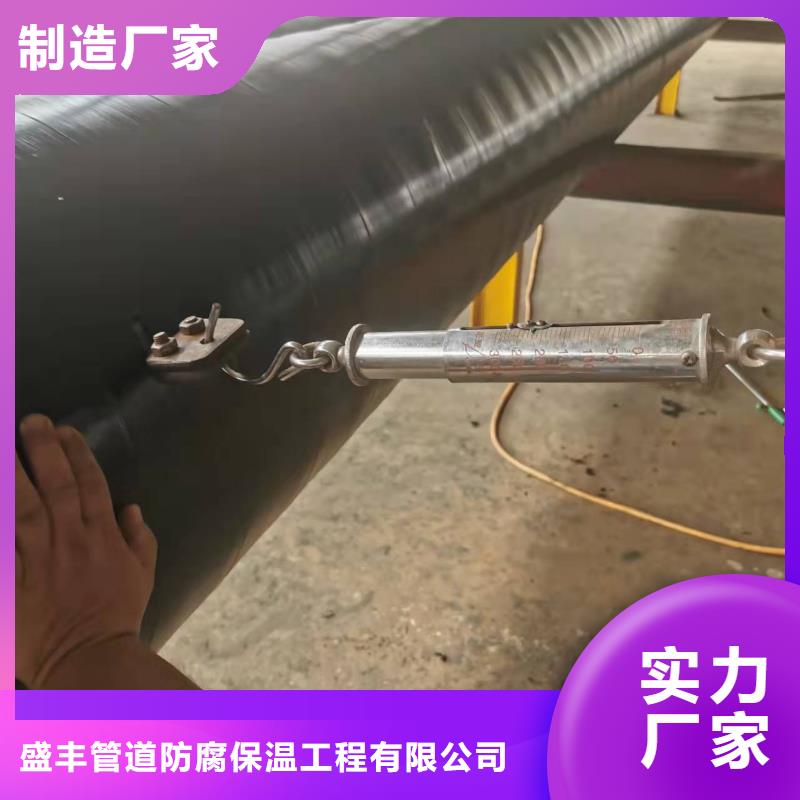
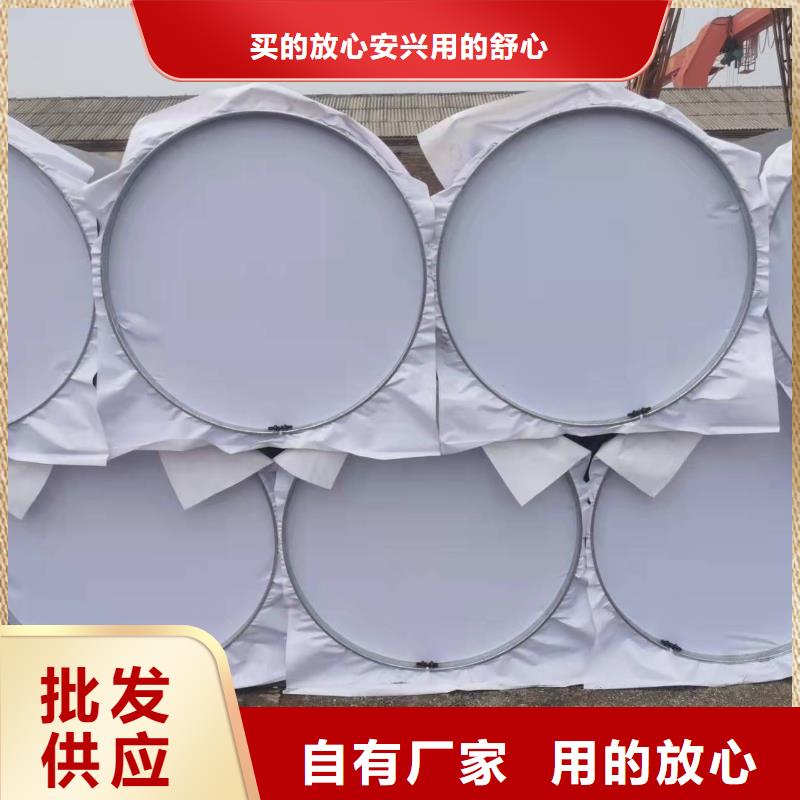
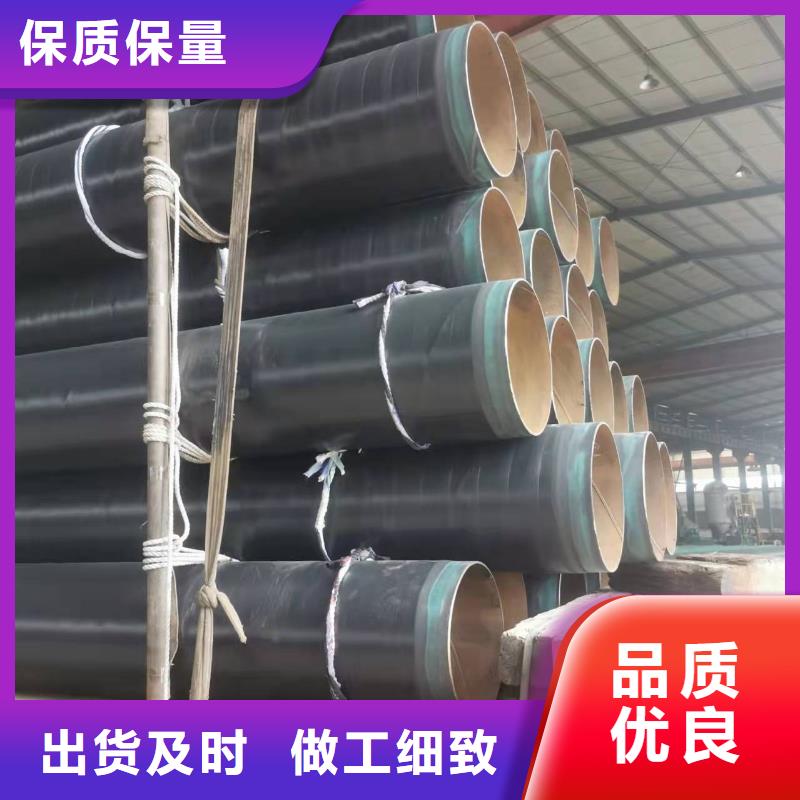
南宁防腐保温钢管,南宁环氧粉末防腐钢管工艺流程:前处理~预热中频~钢管上线抛丸除锈~除锈后检测~加热中频,环氧粉末喷涂~冷却~在线检测~钢管下线 一、南宁环氧粉末防腐钢管表面处理 1、基层处理,使用有机溶剂除去钢管表面油污,钢管通过传送带传输至中频加热装置,进行中频预热(预热温度60℃左右),去除油水湿气等。 2、喷砂处理,用离心抛丸机将钢砂高速喷射钢管表面,清除锈层,并清除干净表面浮尘。达到Sa2.5级除锈标准,粗糙度40一100拌m。 3、除锈后检测,先目测对有疵点的钢管进行修整或剔除,再按照标准规定的检测频率使用粗糙度测量仪等检测除锈等级。 二、南宁环氧粉末防腐钢管加热 经过表面除锈处理的螺旋钢管采用无污染的电感应加热热源(钢管通过载有交变大电流的线圈所形成的交变磁场而产生涡流加热)均匀加热。加热的温度可根据生产速度、管壁的厚薄以及涂层胶化、固化时间进行调整,一般为230~260℃左右。用测温仪进行连续测量,以准确控制钢管表面温度。 三、南宁环氧粉末防腐钢管粉末涂装 FBE环氧粉末先在流化床内充分流化,然后通过静电喷枪,使粉末颗粒带负电,均匀地豁附在接地的经预热的钢管表面。对于少量扩散的粉末,可通过回收系统回收,不会造成粉尘污染。涂层的厚度根据要求,由上粉量、生产速度等调节,设计厚度400一1200拼m。 四、南宁环氧粉末防腐钢管粉末熔化、流动、勃合、固化 赫附在预热钢管表面的环氧粉末受热熔化,并流动,进一步流平覆盖整个钢管表面,特别在钢管表面的凹陷处以及焊道两侧,熔融的涂料流人填平,使涂层与钢管紧密结合, 限度减少空隙。流平后的涂层进一步胶化、固化。根据不同的生产速度以及对胶化、固化温度、时间的要求,采用不同类型的粉末与之相对应。 五、南宁环氧粉末防腐钢管涂层冷却 涂层可进行自然冷却,也可以在固化后进行强制冷却(水冷却)以达到加大生产速度,节约生产场地的目的。 六、南宁环氧粉末防腐钢管在线检测 在防腐管道表面温度降至100℃以下后,用火花检漏仪对涂层做漏点检测,并在漏点部位做出标记,下线后按标准要求进行修补。


<南宁>盛丰管道防腐保温工程有限公司座落于汪家铺工业区沧盐公路南侧,我公司主要产品有南宁FBE/2FBE防腐钢管等,我公司视产品质量为企业的生命,我们从原材料、除锈、涂敷到产品出厂的全过程进行质量跟踪控制。完善的质量管理体系和 先进的检测设备为用户提供优良产品提供可靠保障。

